

Speed, quality and cost are the criteria that have to be met. Can you select more than two? Is it possible to produce parts that matches MIM (Metal Injection Moulding) or CNC machining? In this article some of the important factors you should look for before buying a system are described.

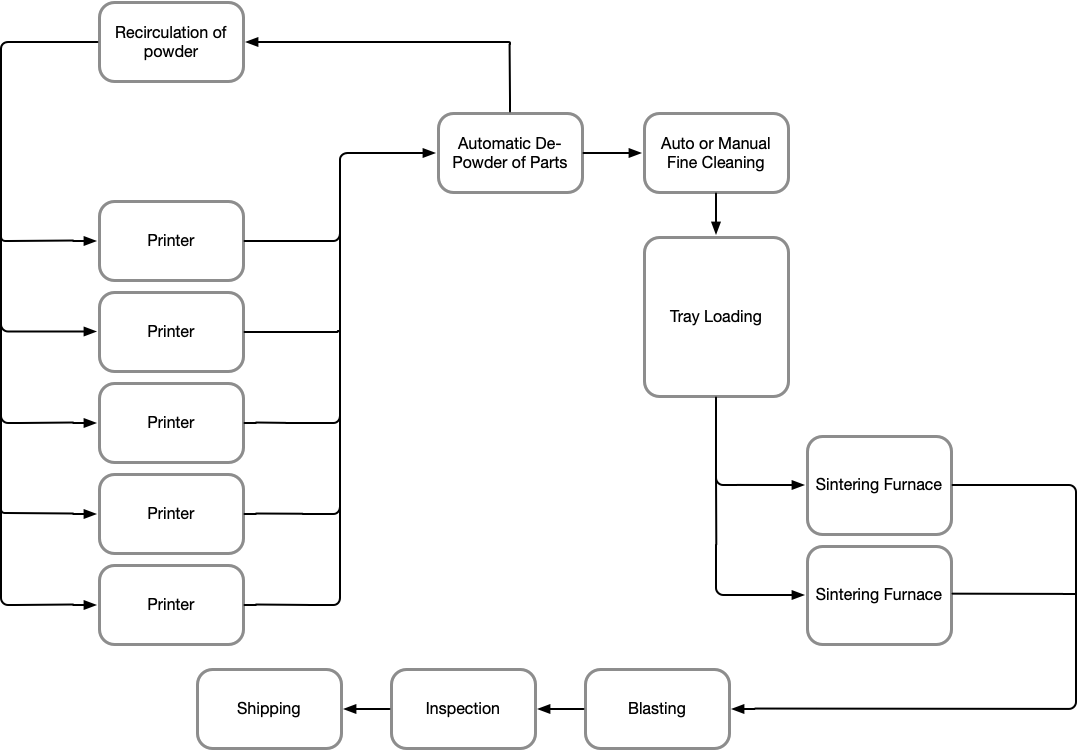
The binder jetting process consists of the following steps: printing, curing, cleaning, debinding and sintering.

In the printing step a powder layer is created on a build platform inside a build box, then binder droplets are deposited with an inkjet printhead. Key factors are a well controlled and even powder layer without variations in density as well as well controlled drop generation with equal drop sizes and without loss of drop channels.
The next steps include curing to get stronger green parts and cleaning the parts from loose powder. The parts should be strong without excessive use of binder since the binder has to be removed before sintering. Residual binder will leave ash in the part that will result in defects.
In the debinding and sintering steps the binder is burnt off and the parts are converted to solid parts. The parts will shrink around 20% and the quality is dependent on how well you can control the first steps in the binder jetting process.
While many 3D printing equipment manufacturers focus only on the build speed in the machine, the reality is that the total throughput include all steps in the process, such as:
The total cost will also be influenced by:
Extra functions are important for day-to-day operations and increases the up-time for the machine park, especially if the machine park is large.
For binder jetting there are some key factors that have to be controlled if the process is supposed to be used for production:
Here are some tips for things to look out for before you buy a binder jetting system.
The speed is often described as cm3 per hour. This often refers to the amount of powder added to the build box. In reality only 10-20% of the powder is used for the parts. On top of this the shrinkage during sintering is approximately 60% of the volume to transform the powder part to a solid object.
The speed of the printer itself may not be the most critical property to look for. Even if you are aiming for high volume production, there will also be need for minor batches. It is important to be able to use smaller build boxes, resulting in faster print time due to shorter travel distance for the printhead and powder recoater, and less amount of powder that needs to be recirculated.
It is also vital that the machine can unload and reload automatically. With the high speed of binder jetting the build will be finished quickly, and if the reload is not automated the machine will mostly be idle during the night. To facilitate this the supplies of powder and fluid should be monitored and preferably resupplied automatically.
After a build job is done, the parts need to be separated from the loose powder in the build box. This can be a time consuming job and today this is done by hand, increasing the cost dramatically. An efficient process must be capable of removing the powder automatically and preferably also automatically place the parts on the sinter tray once the cleaning is done. This is facilitated by strong green parts which makes handling easier. A systematic method to measure the green strength should be in place.
The most labor intensive task for the majority of the 3D printing processes is the removal of the support material. The labor cost for processes which use support or have a rigid cake of powder is significant and should be avoided. Normally there are no need for support structures in a binder jetting process.
Most of the powder in a build will not become a part and has to be recycled. First the powder has to be collected from the cleaning cycle without losing the finer particles, less than 5 microns in size. If these are vented out, the powder will change its printing and sintering properties. The next step is to add new powder, sieve and mix without segregation to occur. Segregation means that the finer and courser particles are separated and this will cause variation in density during sintering. Finally the powder has to be stored without absorbing moisture since this will change the flow properties during application on the powder bed.
All these steps are time consuming and must be automated to lower the total cost of the production.

A big hurdle for binder jetting is a phenomena during sintering called sagging. Sagging occurs during the initial phase of the sintering and deforms the geometry by gravity forces. Poor control of the green density results in uncontrolled geometry, even if the final density is high. It is important to verify that the mass and dimensions are uniform over the whole build area as well as the repeatability between builds.
The properties of a part decreases rapidly with increasing porosity. One important factor is the elongation before break. To obtain high quality parts the density should exceed 98%. Higher porosity normally indicates a poor process that can result in uneven dimensions and low yield. Factors that can contribute to a lower density are poor green density or poor burn-off/removal of binder residuals before sintering.
The resolution of the print and the layer thickness will influence the surface finish of the part. High accuracy and surface finish is a prerequisite for making fine features, like small treads, or for obtaining a well defined surface that is easy to post treat to a better surface finish. With blasting it should be possible to reach an Ra of 4 microns. Preferably the parts should be ready for delivery directly after the sinter process.
The most important aspect of accuracy is that dimensions are repeated over the
Before purchasing a system it would make sense to test a production run with the above criteria to verify that the system meets the requirements that you have.
It is difficult to make large parts with binder jetting. The green part becomes heavy and might break. During sintering the gravity can cause the lower parts of the component to deform more. In general the process is more suitable for smaller components that can be made in high volumes.
It is important to reduce the capital cost due to the low productivity of 3D printing. Several machines are needed to compensate for the relatively low throughput, compared to MIM and machining. The machines must therefore be designed for low cost without compromising the quality of the parts produced. One way of doing this is to use sheet metal and custom electronics, similar to the design principles used for large format printers. The difference between these machines and, for example CNC machines, is that the stiffness doesn't have to be as high since there are no cutting forces or movement of high masses.
The other large investment is a furnace that is used for sintering of the parts. Preferably this furnace should also be capable of doing the removal of the material that is printed on the powder. The type of furnace is determined by the type of material used in the process. Stainless steels and super alloys requires more expensive furnaces compared to low alloy materials.
In addition to the main equipment there is also a need for other supporting accessories for powder storage and recirculation, cleaning and storage of parts etc. The investment in furnaces and supporting equipment will often be enough for several printers and would be sufficient when more printers are added.
Before purchasing a system the total investment should be estimated, how many printers and furnaces are needed to meet the production target?
Binder-jetting has the potential to transfer 3D-printing from prototyping and special product process to a main stream process with a lower production cost. Before this can happen further development of the core process has to take place.
